





喷粉线,也叫喷塑线、静电喷涂生产线、喷塑/粉设备,是以粉末涂料为原料,实现工件的表面处理,起到美观、防水、防晒、防蚀防腐等作用。喷粉线按自动化程度分可分为自动化喷粉线、自动+人工补喷喷粉线、人工喷粉线,按输送方式可分为普通悬挂链、积放式、自行葫芦、地轨链等,可按客户实际需求来进行设计!
九通是一家集咨询、勘察、设计、研发、生产、销售、安装、调试、交付、运维于一体的专业涂装生产线服务厂商,可根据客户工件大小、用地面积、输送方式、自动化程度、产量等实际数据,免费设计喷粉/塑线整体解决方案,最大程度最优性价比满足客户需求!
免费热线:400-901-8969 微信手机号:17316910092
浙江九通智能装备有限公司宣传册.pptx
1. 喷粉线 产品优势
涂料利用效率高:99%的粉末涂料能回收再使用
喷涂效果好:粉末换色快、上粉率高、无死角、涂层均匀、附着力强,产品合格率高
漆膜性能佳:耐久性、韧性、抗磨损、耐化学腐蚀、光泽度高,电气绝缘
安全环保:无有毒及易燃溶剂,且无粉尘污染,粉尘排放量小于0.03g/m²,作业场地安全健康
经济:一次覆盖、无流挂;无溶剂;清理容易,减少维护成本;不需要闪干,不需要提供或加热补充空气,节能
验收无忧:内设火焰感应探测+隔火阀、防爆口、泄爆口等,可过安检验收;二级回收配置0.1UM高精度滤芯,粉末低于0.03G/m³,环评无忧
2.公司优势
集现场勘测、设计、生产、安装、售后一站式服务
10+年行业经验,案例众多,免费设计非标解决方案
诚信做人做事,不偷工减料,保品保工期,做良心项目
合同质保金、质保2年,我们有信心
静电喷粉/塑生产线主要应用于五金家电、电器、灯饰、医疗器械、自行车、三轮车、汽车零部件、铝型材、大型装载机、农机类、货架护栏、控制柜、空调外壳、风扇网罩、卫星天线、防腐管道、隔离栅、天花扣板、煤气罐、氧气瓶类等的表面涂装。
 |  |  |
 |  |  |
| 喷粉/塑生产线粉末喷涂原理 | 喷粉/塑生产线粉末回收原理 |
喷粉枪接负极,工件接地(正极),粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的工件上去,随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层,然后经过热使粉末熔融、流平、固化,即在工件表面形成坚硬的涂膜。 | 在喷粉过程中,未被工件吸附的粉末落到喷粉房底部,喷粉房底部的蘑菇头反吹装置将粉末吹送到回收口,粉末随气流被吸入大旋风分离器一级回收,在旋风作用下进行粉末与空气的分离,此时96%-98%分离出来的粉末落入集粉筒中,集粉筒中的粉末在粉泵的做用下被抽到振动筛,经振动筛筛粉过滤后再自动回到供粉桶中循环使用。大旋风工作中约有1%-4%超细粉末通过大旋风顶部的风口进入二级粉末回收过滤器进行分离,干净的空气排到操作车间或排放到大气中,超细粉末被滤芯所吸附,滤芯内部的高磁脉冲阀间歇工作,将滤芯上的超细粉末吹落至底部集粉筒内,此回收的超细粉末不能循环使用,定期清理。 |

喷粉房工作原理图
喷粉/喷塑生产线主要由前处理设备、喷粉房设备、烘干固化室、电控系统、输送系统组成。

喷粉房结构图
 |  |  |  |
| 喷粉前处理 | 化学前处理 | 电泳 | 喷淋室 |
 |  |  |  |
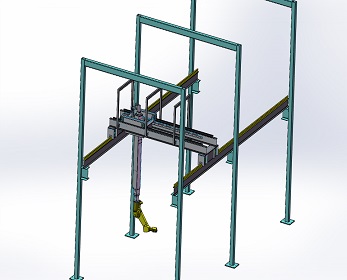
| 侧壁行走机械臂喷砂 | Y轴行走机械臂喷砂 | 机器人喷砂 | 龙门式喷砂机器人 |
 |  |  |  |
| 机器人抛丸房 | 悬链通过式抛丸机 | 辊道式抛丸机 | 自行葫芦抛丸房 |
静电喷粉房室体板采用0.5mm厚SUS304不锈钢板,外板采用0.5mm厚彩钢板,内外板间填充50mm厚保温岩棉,岩棉容重100kg/m³,室体内外表面采用PP 材质,保证室体的绝缘性,表面无粉末吸附,保证粉末回收效率;钢骨架采用高强度型钢,室体门采用电动式,与悬链系统连锁,可实现工件自动进出,同时设置手动操作按钮,可实现人工打开和关闭。 |  |
 | 静电喷粉房送排风系统风机及电机采用国产知名品牌,设计时选用高效节能设备,充分考虑设备的性价比,并保证满足相关环保要求。风机安装时采用减震安装,保证生产现场噪音满足相关环境法规。送排风管采用镀锌板,厚度不小于1.0mm,安装完成后保证无泄漏。排气管可与底漆打磨室体共用,高度高于厂房3米,并高于地面15米。送排风系统应满足室内换气次数要求,室体内负压不少于50Pa,防止废气外溢。 |
静电喷粉房供粉系统含粉泵粉管的放置平台、触摸屏、自动加粉装置和粉粒探测仪。供粉系统应能方便、快速、自动换粉,供粉系统应无粉末外溢。乙方应提供供粉系统方案说明,经甲方同意后方可进行设计与施工。 |  |
 |  |  |  |
| 喷涂往复机 | 手动喷粉枪 | 自动喷粉枪 | 喷粉机器人系统 |
具有垂直和水平两个方向的直线往复运动,往复运动的速度可调节,调速轮的设计可调范围平均为6”-24”,承载能力强,可安装多套喷枪。 | 手动喷粉设备可由用户选择,其中每套含静电控制箱1套,带内置式高压静电发生器,可拆式不锈钢供粉桶(手动枪配套)1只,输粉泵,输粉管及低压电缆1套。操作简便、自动快速换色、粉末性能更好、PCC精准充电控制模式及超级电晕环技术提高品质、粉末使用量精确、可灵活扩充容量。 | 便捷控制多把喷枪,控制面板操作简单,可以同时为多达12把喷枪设置应用参数;每把喷枪都可以被单独激活和控制,最适合垂直方向的铝型材,线圈和其他需要多把喷枪的喷涂应用;最适用于标准喷涂线;粉末使用量精确,改善了膜厚的均匀一致性,即使是初学者也能轻松掌控,并基于应用经验为扁平工件,大型材和返喷元件喷涂预设了3个应用程序;自动喷枪在任意应用中均能实现最高的上粉率和完美的喷涂效果,是快速换色的理想选择。 | 机器人有单独的 OP控制箱,控制箱安装10寸显示屏,控制箱可以实现机器自动、手动、模拟3种模式切换,其中自动模式生产线自动运行条件下机器人进行自动喷粉;手动模式下操作员工可以通过输入工件型号进行喷粉;模拟模式下操作工输入工件型号机器人只行走轨迹,不喷涂粉末。机器人具有识别空挂具的能力,当有空挂具驶入时,机器人发出声光报警。机器人与生产线应具有足够的安全互锁点,保证生产过程的安全性。 |
| 静电喷粉房室体两侧设置人工补喷工位,工位大小及位置设置合理,根据机器人仿真喷涂轨迹,保证机器人喷涂不到的位置人工喷涂均能覆盖,设计时要充分考虑链条速度与人工补喷速度的合理性,保证该工位设计满足线体速度需求。同时该工位高度设置要合理,要覆盖所有工件的人工补喷,并便于人工操作。 |
静电喷粉房采用大旋风回收及二级回收系统,整个系统噪音满足生产车间要求不大于75Db,粉房底部应设置吹粉装置,以防粉末堆积,且配备专业的粉房清理工具,回收系统的粉末回收率不小于98%;回收系统应设置泄爆口,风机电机应为变频控制;二级回收系统应保证所有塑粉不泄露至车间;换粉时间应不大于45min;操作简单、方便彻底;换粉后无交叉污染。选用覆膜滤芯及转翼单元,超净过滤,过滤空气通过打磨室排风管排放至车间外部,同时使用寿命长,噪音低。 |  |
喷粉房除尘设备 |
小旋风回收系统 |
大旋风回收系统 |
 |  |  |
防爆系统 防爆系统包含粉尘检测装置、火焰报警装置、自动灭火装置、锁气卸灰装置等。当粉尘检测装置检测到喷粉室内粉尘浓度异常时关闭所有粉枪供粉,同时发出声光报警;当火焰报警装置检测到固化室存在火焰异常时,能够立即启动自动灭火装置及锁气卸灰装置,切断天然气供应及粉尘回流,保证火焰不扩展。 | 照明系统 室体内部照明系统照度大于300LUX,照明灯选用防爆灯管安装防尘罩,电气元件采用防爆类型,选用常见型号及安装方式,保证室体内部照度计后续的维修便利性。 | 控制系统 喷粉房控制系统既可实现设备的自动控制,也可实现手动控制。自动控制时保证悬链系统、排风系统、电动门或气动式能够联动,实现设备的自动正常流转,并设置足够的安全互锁,保证工件运行过程中的安全性,防止工件与室体门;手动控制要保证所有设备均可手动启停,保证各设备的维修便利性,并设置急停按钮,按下急停按钮后,所有设备停止运转。 |
烘干固化室(炉)由室体、热风循环系统、排风系统、控制系统等组成,加热热源可采用天然气、电、油、柴油,客户可根据实际选择。以下我们以燃气为加热热源来介绍悬挂链烘干固化室。
室体内板采用2.0mm厚锁锌板,外板采用 1.0mm 厚冷板,外表面喷塑,钢骨架采用高强度型钢,内外板间填充150mm厚硅酸铝棉,硅酸铝棉。室体门采用电动式,与悬链系统连锁,可实现工件自动进出,同时设置手动操作按钮,可实现人工打开与关闭。 |  |
整个系统主要由燃烧机、不锈钢换热器、循环风机、循环风管、高温过滤器等部分组成。
 |  |  |  |
| 燃烧机 | 不锈钢换热器 | 温控系统 | 燃气泄漏报警装置 |
燃烧机选用利雅路或同等品牌。热风循环系统应保证固化室开机从室温升2oo·c升温时间不大于30min , 工作区温差<土2.5%设定温度,避免工件过烘烤或者欠烘烤,热风循环系统应保证送风温度均匀,不存在热风泄漏现象,室体外表面温度与环境温度差值1s·c。燃烧机在室温达到目标温度后应切换到低能耗的状态,保证室温稳定的情况下小火燃烧。 | 热交换器采用SUS 310S不锈钢经氩弧焊接而成,其结构合理,热交换面积大,热交换率高,并且配以泄压装置,保证绝对安全可靠。送风管道用双面镀锌钢板,中间加岩棉保温降低散热量,有效提高热能使用率,降低能耗。风管的走向暂定空间布置,待方案设计审查时确定。 | 热风燃烧系统应与固化室内部温控系统连锁,当室体内部温度异常时应发出声光报警,同时切断天然气供应,待维修人员现场确认并处理异常后方可恢复。炉内温度采用数字式温控仪显示并自动控制,在烘道前、后二处各设一点,其中中间一点控温,其它两点显示,在燃烧室设一温度显示,采集信号送入控制柜温控仪,由温控仪按设定烘干温度值对燃烧器的工作进行自动控制,保证室体内温度满足烘干任务的完成。 | 热风循环系统安装燃气泄漏报警装置,当室内可燃性气体浓度超标时,可燃性气体报警仪,发出专用声光信号,同时给电控系统信号,使电控系统全部断电避免意外事故发生。设备配有可燃气体检测报警仪,该仪器具有中央控制系统及多个检测通道,可连接多个探头,探头分别放置在室内4个工作段上,随时对室内可燃气体浓度进行监测,并发出报警信号。 |
 | 排风系统风机及电机采用国产知名品牌,选用高效节能设备,考虑设备的性价比,并保证满足相关环保要求。风机安装时采用减震安装,保证生产现场噪音满足相关环境要求法规。风管采用锁锌板,厚度不小千1.0mm, 安装完成后保证无泄漏。新风送风速度应保证室体温度均匀,不可引起室体内部温度产生较大波动。排风系统应保证有废气处理装置,废气处理装置采用催化燃烧设备,保证排放气体满足相关环保法规要求,室体内为负压,防止废气外溢。 |
控制系统既可实现设备的自动控制,也可实现手动控制。自动控制时保证悬链系统、热风循环系统、送排风系统、室体门能够联动,实现设备的自动正常流转,并设置足够的安全互锁,保证工件运行过程中的安全性,防止工件与室体门或操作员工相撞,当设备存在异常时应及时报警,并停止相关设备运行;手动控制要保证所有设备均可手动启停,保证各设备的维修便利性,并设置急停按钮,按下急停按钮后,所有设备停止运转。 |  |
强冷室主要由室体、送排风系统、控制系统等部分组成。
 | 室体内板采用 1.5mm 厚锁锌板,外板采用 1.5mm 厚冷板,冷板表面喷塑,钢骨架采用高强度型钢,室体门采用电动式,与悬链系统连锁,可实现工件自动进出,同时设置手动操作按钮,可实现人工打开与关闭。 送排风系统风机及电机设计时选用高效节能设备,充分考虑性价比和环保要求。安装时采用减震安装,保证生产现场噪音满足相关环境要求法规。送、排风管采用 1.2mm 的锁锌板制作,强冷室应保证在20min 中内将固化室出来的工件降温到不超过 50-60°C 。送风装置应有初级过滤装置,保证新风不影响工件表面喷涂质量,室体内热风排至厂房外部,防止热气泄至车间内。 控制系统既可实现自动控制,也可实现手动控制。自动控制时保证悬链系统、送排风系统、能够联动,实现设备的自动正常流转,并设置足够的安全互锁,保证工件运行过程中的安全性,防止工件与室体门或操作员工相撞,当设备存在异常时应及时报警,并停止相关设备运行;手动控制要保证所有设备均可手动启停,保证各设备的维修便利性,并设置急停按钮,按下急停按钮后,所有设备停止运转。 |
主要包括普通悬挂链、积放式悬挂输送线、自行葫芦输送线、台车输送、地轨链等
 |  |  |  |
| 普通悬挂链 | 积放悬挂链 | 自行葫芦输送链 | 有轨、无轨电动台车 |
具有造价低、承重大、节省场地等优点,国内普遍采用的PX悬挂输送机,单点最大吊重为500kg,立柱全部使用方钢管120X5mm,外形美观,可变频调速,线速为0.5-3m/min可调,具有机械电器过载保护;在烘干室\固化室内设有伸缩段,可以保证在高温下的轨道不变形,链条传动平稳。 | 现场安装通过标准括架连接,方便可靠。每个标准部件均按要求做防腐处理。输送链条运行平稳、低噪音。驱动装置有相应的机械和电气过载保护装置、润滑装置、维修平台。在上件工位和下件工位共用电动升降机,保证上下件方便且运行可靠,且满足生产节拍要求。 | 载重量125kg-15000kg,运行速度10-60m/min,最大坡速45m/min ,定位精度±2mm,采用PLC可编程分段供电控制系统,自行葫芦吊装输送物件按产品制造工位顺序设定的程序起升、下降和行走,实现自动运行;工位操作时,也可选择手动操纵,设备操作灵活,安全可靠,使用维护方便。 | 可分为有轨和无轨,整车大气,适于任意路况,爬坡能力不错,载重量大,双向行驶,转向灵活,操作简单,稳定性能好,能大提升工作速率,适用于各种场合的搬运工具;远程启动,语音自检系统,防盗系统,稳定防护系统;可增加升降、支架功能,可为客户量身定制。 |
| 序号 | 名称 | 参数/规格 |
|---|---|---|
| 1 | 前处理槽 | L1.0m×W1.75m×H1m |
| 1.1 | 喷淋系统 | |
| 2 | 前处理槽 | L1.8m×W1.75m×H1m |
| 2.1 | 槽体 | |
| 2.2 | 除油机 | |
| 2.3 | 喷淋系统 | |
| 3 | 槽罩 | 67600x1750x2880 |
| 4 | 喷粉室 | L7.8XW1.57XH3.88mm |
| 5 | 回收装置 | |
| 5.1 | 室体 | |
| 5.2 | 排风管路 | |
| 5.3 | 大旋风除尘器 | |
| 5.4 | 灯箱 | 2X36W |
| 5.5 | 排风风机 | 4-72No5A |
| 6 | 固化室 | 30000X3000X4600mm |
| 6.1 | 烘道室体 | |
| 6.2 | 热风循环系统 | <85分贝 |
| 6.3 | 循环风机 | CW8C |
| 6.4 | 燃气燃烧机 | 350kW、1130Kw |
| 6.5 | 加热室体 | |
| 6.6 | 循环风管路 | |
| 8 | PX普通悬挂输送机 | 单点吊重500Kg(含支撑) |
| 8.1 | 挂具 | 一次挂具 |
| 9 | 耐高温过滤器 | 3001GG |
| 10 | 电气系统 |
备注:设备尺寸 均为参考,可以根据客户产品尺寸设计制作。
如想量身定制 喷粉线设计方案 ,可加微信咨询:

扫一扫立即沟 通销售
1.拥有ISO9001质量管理体系、环境管理体系双证书,为产品质量保驾护航
2.2014年被列入航空航天企业认可的高科技环保涂装企业
3.国家高新技术企业、安全生产标准化认证公司
1.完成“涂装工业机器人”、“涂装废气处理系统”、“环保循环磨料回收系统”、“复合型强力吸砂底板技术”技术创新
2.获得8项国家专利,拥有自主知识产权
3.十余年设备(标准、非标)及产线定制化项目应用实施经验,值得信赖
1.不弄虚作假,坚守质量是企业第一生命线
2.源头设备生产厂家,质保期两年(除易损易耗件),在保质的基础上保价
1.拥有一支专业培训后的施工团队,保质保期完成项目
2.售后部门实行7*24小时电话或在线服务
3.拥有北京、山东、浙江售后服务站,并具有完善售后体系,故障排除效率高

































电话:400-901-8969
地址:浙江省杭州市建德市洋溪街道雅鼎路666号
邮箱:E_mail:bjjthw@163.com




