
2023-02-22
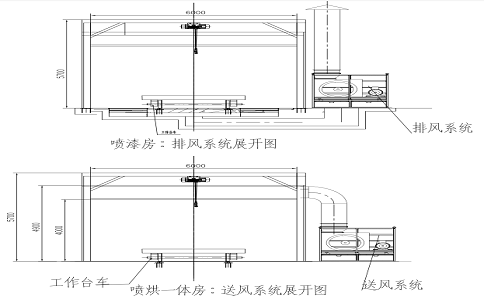
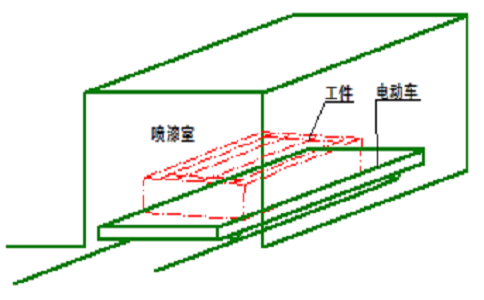
本机车喷烘一体房用于工件喷漆时捕捉漆雾、处理漆雾,以及油漆烘干、废气治理功能,且严格按照国家有关劳动安全、卫生、消防及环保等方面的标准进行设计,通、排风根据喷漆的工艺要求实施。

2023-02-21
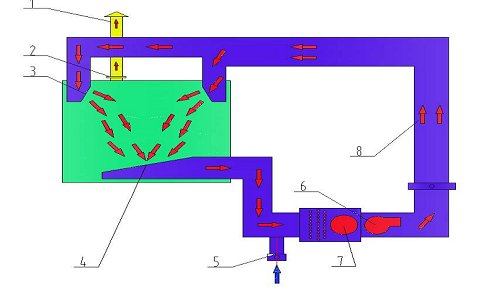
机车喷烘一体房采用上部送风,下部排风的干式漆雾处理结构。 设计时严格按照国家有关安全,卫生,消防及环保等方面的标准要求执行,整个设计以用户的要求为依据,结合工件及使用涂料现状,按照涂装工艺规范要求进行设计。

2023-02-20
涂装生产线积放链式输送系统参数: 1.1 工件最大外形尺寸:12000mm×3000mm×3000mm; 1.2 牵引链条速度:0.3-2m/min; 1.3 工件重量:6000kg; 1.4 链驱动器功率:5.5kw、4.0kw 各 1 台(现场确认); 1.5 推头间距:2048mm;
2023-02-18
电加热烘干室采用热风循环电加热的方式进行。通过循环风机及管道,加热后的空气进入烘干室内与工件进行热交换,实现对工件的升温加热,换热后的空气由回风管收集,与补充的新鲜空气一起返回到电加热室,形成内循环。经过重复的循环

2023-02-17
箱式喷砂机基本技术参数: 1) 喷砂箱工作尺寸(mm) 2000×1900×2000 2) 喷砂机主机 一台 喷砂罐直径 600mm 喷砂罐容积 0.35m3 喷枪数量 1把 喷嘴直径6-8mm 单枪最大清理速度 10m2/h 3) 砂料直径 0.1-0.3mm 首次加入量 200kg 4) 除尘系统 处理风量 7000m3/h 过滤方式 滤筒过滤
2023-02-16
压缩机整机涂装线工件参数 整 机:最大外形尺寸:8500×2400×2300㎜ 最大工件重量: ≤17000kg 生产节拍:~40min/台(一班制) (2)压缩机整机涂装线工艺流程 人工擦洗→找补腻子→烘干或晾干→打磨→屏蔽→喷面漆→烘干→拆屏整理→成品。
2023-02-15
压缩机涂装生产线工件参数 结构件:最大外形尺寸:9000×2700×2000㎜ 最大工件重量: ≤5600kg 生产节拍:~15min/挂(一班制) 铸 件:最大外形尺寸:900×900×900㎜ 最大工件重量: ≤2000kg 生产节拍:~40min/台(一班制) 管 件:最小管径:Φ40 长 度:6000

2023-02-14
压缩机涂装生产线工件参数 结构件:最大外形尺寸:9000×2700×2000㎜ 最大工件重量: ≤5600kg 生产节拍:~15min/挂(一班制) 铸 件:最大外形尺寸:900×900×900㎜ 最大工件重量: ≤2000kg 生产节拍:~40min/台(一班制) 管件:最小管径:Φ40
2023-02-13
化工压力容器的喷砂房设备基本要求: 1) 喷砂房尺寸(长×宽×高):17500×8000×7500mm; 2) 工件最大尺寸(直径×长):φ5000×15000mm; 3)设备用途:主要用于压力容器产品在涂装前的表面清理除锈,达到产品表面规定的清洁程度,满足设备防腐涂装要求,并改善被清洁金属物体表面应力状态,提高抗疲劳性能的要求。
电话:400-901-8969
地址:浙江省杭州市建德市洋溪街道雅鼎路666号
邮箱:E_mail:bjjthw@163.com
