

2023-02-01
航空发动机零件自动喷丸强化设备喷丸压力调控系统 本机釆用意大利18000 l/min电控比例减压阀,由监控系统闭环电调控制,确保工作时喷丸压力稳定。 可控闭环压力范围:0.05-0.7MPa 控制精度:≤±1% (满刻度);四轴数控机械手及喷嘴 X轴(水平移动) 行程900mm 定位精度≤0.2mm 重复定位精度≤0,1mm Z轴(垂直移动) 行程900mm 定位精度≤0.2mm

2023-01-31
航空发动机零件自动喷丸强化设备设计原则 ※严格执行国家相关行业标准及通用技术规范 ※选用的技术均为成熟可靠的技术,并已成功运用,不含任何试验的成分;。 ※设计满足客户实际生产工艺需求; ※结合我公司多年专业经验及工件本身的结构特性,本着以满足用户需求为宗旨,以设备稳定性、安全性、环保性、节能为重点进行设计制作;

2023-01-30
抛(喷)丸设备 控制系统的安全要求 5. 2. 24. 1 控制系统应能按规定动作顺序实现联锁。 5. 2. 24. 2 电气联锁应具备防止因误动作引起的意外故障和/或危险事件发生的功能。 5. 2. 24. 3 控制系统应具备必要的自动监控功能。在出现某一故障时触发报警器和在故障排除前不可能启动一次新的工作循环。

2023-01-29
本标准是按照 GB/T 16755-1997 《机械安全 安全标准的起草与表述规则》的规定制定的,属于C 类安全标准,对 抛喷丸设备 规定了安全要求。由于目前国内 A 类和 B 类安全标准正在陆续制定中,因此凡已发布的能引用的 A 类和 B 类安全标准,在本标准中都已做了引用没有可引用的 A 类和 B 类安全标准本标准则以具体的安全要求规定在条款中。

2023-01-17
喷漆的方法 1.涂漆的方法很多,有刷漆法、浸漆法、空气喷漆法、高压无空气喷漆法、静电喷漆法、电泳涂漆法、淋漆法、幕帘涂漆法、滚漆法和流化床法等。2.具体选择涂漆方法时应考虑如下几点: 1)工件的材质、规格、大小及形状; 2)被涂物的使用条件;

2023-01-16
品目四、钢结构件涂装生产线电控系统 1、 整个电气系统采用集中控制,核心元件采用按钮控制,电器元件采用施耐德电器件,按钮采用上海产电器。 2、温度控制系统采用RKC数字智能化温控仪,当热电阻将加热信号送到温控仪,由温控仪对电气加热设备进行恒温控制,烘道温度在温控仪上设定。
2023-01-15
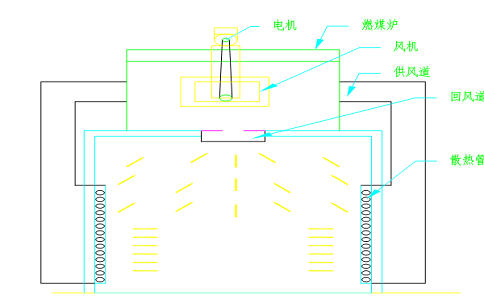
钢结构件涂装生产线烘干室烘干原理: 设备为大批量、连续式生产,因此采用全密封式结构。上送风、下排风热风循环式。烘干时,通过新风机组内的换热装置对循环风进行加热。烘干设计温度0~60±5℃,柴油做能源。热风从侧部通过散热管送入,上部回风。

2023-01-14
钢结构件涂装生产线喷漆房设备组成及结构特点: 本喷漆房用于工件作业时捕捉漆雾、处理漆雾,以及废气治理功能,且严格按照国家有关劳动安全、卫生、消防及环保等方面的标准进行设计,通、排风根据喷漆的工艺要求实施。设备主要有房体、新风系统、排风系统、照明系统、漆雾、废气处理系统、电控系统和安全检测报警系统组成。

2023-01-13
钢结构件涂装生产线设计依据 1.1 工件名称:钢结构 1.2 最大工件组合尺寸:12000×2000×1500mm(长×宽×高); 1.3 工件最大重量:5000kg; 1.4工作制度: 250天/年,8小时/天,双班生产;1.6工件产量: 10万吨/年; 1.7工艺要求: 上件-喷漆-流平-烘干-下件 根据需方要求,考虑工件实际情况,建设喷漆室和烘干室各一套。
电话:400-901-8969
地址:浙江省杭州市建德市洋溪街道雅鼎路666号
邮箱:E_mail:bjjthw@163.com
